الأنبوب الفولاذي غير الملحوم مصنوع من فولاذ دائري مثقوب بالكامل ، ويطلق على الأنبوب الفولاذي بدون لحام على السطح أنبوب فولاذي غير ملحوم.
① عملية الإنتاج الرئيسية لأنابيب الصلب غير الملحومة المدرفلة على الساخن (△ عملية الفحص الرئيسية):
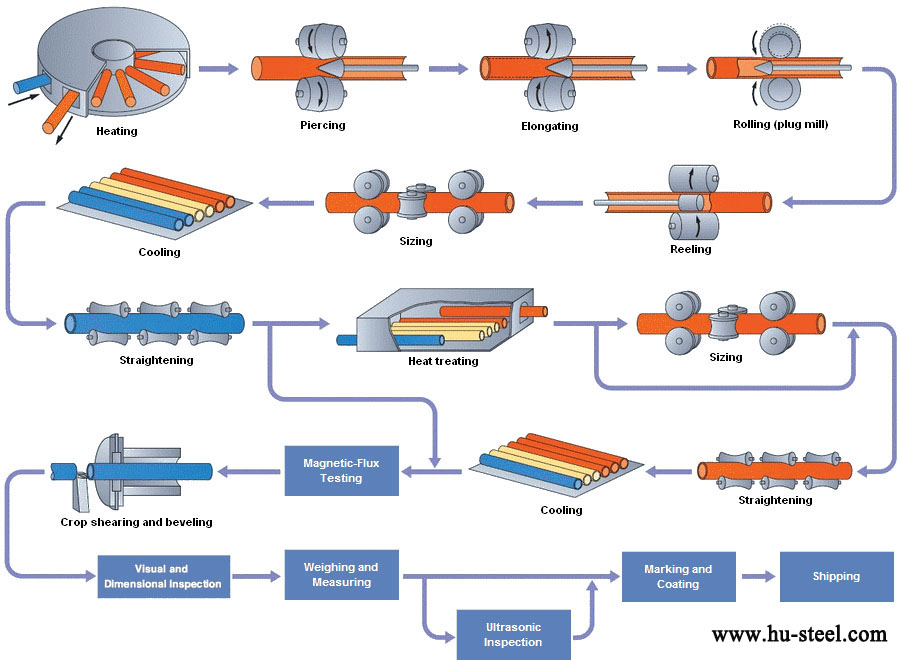
تحضير وفحص الأنبوب الفارغ △ ← تسخين فارغ للأنبوب ← ثقب ← لف الأنبوب ← إعادة تسخين الصلب ← قطر ثابت (منخفض) ← معالجة حرارية △ ← استقامة الأنبوب النهائي ← تشطيب ← فحص △ (فحص تايواني غير مدمر وفيزيائي وكيميائي) ← التخزين
② عملية الإنتاج الرئيسية لأنابيب الصلب غير الملحومة المدرفلة على البارد (المسحوب):
تحضير البليت ← تزييت التخليل ← الدرفلة على البارد (الرسم) ← المعالجة الحرارية ← الاستقامة ← الإنهاء ← الفحص

أنواع عمليات إنتاج أنابيب الصلب غير الملحومة:
يمكن تقسيم عملية إنتاج الأنابيب الفولاذية غير الملحومة العامة إلى نوعين: السحب على البارد والدرفلة على الساخن. تكون عملية إنتاج الأنابيب الفولاذية غير الملحومة المدرفلة على البارد أكثر تعقيدًا بشكل عام من عملية الدرفلة على الساخن. في اختبار التحجيم ، إذا كان لا يستجيب السطح للشقوق ، يتم قطع الأنبوب الدائري بآلة قطع ويقطع إلى قالب بطول حوالي متر واحد. ثم يدخل في عملية التلدين ، يجب أن يتم تخليل التلدين بسائل حمضي ، مع الانتباه إلى ما إذا كان هناك الكثير من البثور على السطح أثناء التخليل. في المظهر ، يكون الأنبوب الفولاذي غير الملحوم المدلفن على البارد أقصر من الأنبوب الفولاذي غير الملحوم المدرفل على الساخن.سمك جدار الأنبوب الفولاذي غير الملحوم المدلفن على البارد يكون بشكل عام أصغر من الأنبوب الفولاذي غير الملحوم المدلفن على الساخن ، لكن السطح يبدو أكثر إشراقًا من الأنابيب الفولاذية غير الملحومة ذات الجدران السميكة ، والسطح ليس كثيرًا أكثر قسوة ، والعيار لا يحتوي على نتوءات كثيرة.
حالة تسليم أنابيب الصلب غير الملحومة:
عادة ما تكون حالة تسليم الأنابيب الفولاذية غير الملحومة المدرفلة على الساخن هي أن الحالة المدلفنة على الساخن يتم تسليمها بعد المعالجة الحرارية. بعد فحص الجودة ، يجب أن يتم اختيار الأنبوب الفولاذي غير الملحوم المدلفن على الساخن يدويًا بدقة من قبل الموظفين. بعد فحص الجودة ، يجب تلطيخ السطح بالزيت ، متبوعًا بالعديد من تجارب الرسم على البارد. بعد المعالجة بالدرفلة على الساخن ، يتم التثقيب يجب إجراء التجربة ، وإذا كان قطر الثقب كبير جدًا ، فيجب تقويمه وتصحيحه. بعد التقويم ، سيتم إرساله إلى جهاز الكشف عن الخلل بواسطة الناقل لتجربة الكشف عن الخلل ، وأخيراً يتم تصنيفها وترتيبها حسب المواصفات ، ثم وضعها في المستودع.
أنبوب دائري ← تسخين ← ثقب ← درفلة مائلة ثلاثية الأسطوانات، درفلة مستمرة أو بثق ← إزالة الأنبوب ← تحديد الحجم (أو التخفيض) ← تبريد ← تقويم ← اختبار هيدروستاتيكي (أو كشف عيوب) ← وسم ← تخزين
يُصنع أنبوب الفولاذ غير الملحوم من سبيكة فولاذية أو كتلة أنبوب صلبة من خلال ثقبها لتكوين أنبوب خشن، ثم تُدرفل على الساخن أو البارد أو تُسحب على البارد. تُحسب مواصفات أنبوب الفولاذ غير الملحوم بالقطر الخارجي * سمك الجدار (مم).
يبلغ القطر الخارجي للأنابيب غير الملحومة المدرفلة على الساخن بشكل عام أكثر من 32 مم ، وسماكة الجدار 2.5-200 مم.يمكن أن يصل القطر الخارجي للأنابيب غير الملحومة المدرفلة على البارد إلى 6 مم ويمكن أن يصل سمك الجدار إلى 0.25 مم. القطر الخارجي للرقيق - يمكن أن تصل الأنابيب المسطحة إلى 5 مم ، والدرفلة لها دقة أبعاد أعلى من الدرفلة على الساخن.
بشكل عام ، الأنابيب الفولاذية غير الملحومة مصنوعة من 10 ، 20 ، 30 ، 35 ، 45 وغيرها من الفولاذ الكربوني عالي الجودة 16Mn ، 5MnV وغيرها من الفولاذ الهيكلي المنخفض السبائك أو 40Cr ، 30CrMnSi ، 45Mn2 ، 40MnB وغيرها من الفولاذ المدلفن على الساخن أو المدرفلة على البارد. الأنابيب غير الملحومة المصنوعة من الفولاذ منخفض الكربون مثل 10 و 20 تستخدم بشكل أساسي في خطوط أنابيب نقل السوائل. 45 ، 40Cr وغيرها من الأنابيب غير الملحومة المصنوعة من الصلب الكربوني المتوسط تستخدم في تصنيع الأجزاء الميكانيكية ، مثل الأجزاء المجهدة من السيارات والجرارات. بشكل عام ، يتم استخدام الأنابيب الفولاذية غير الملحومة لضمان اختبار القوة والتسطيح. يتم تسليم الأنابيب الفولاذية المدرفلة على الساخن في حالة المدرفلة على الساخن أو المعالجة بالحرارة ؛ ويتم تسليم الأنابيب الفولاذية المدرفلة على البارد في حالة المعالجة الحرارية.
الدرفلة على الساخن ، كما يوحي الاسم ، لها درجة حرارة عالية للقطعة المدلفنة ، وبالتالي فإن مقاومة التشوه صغيرة ، ويمكن تحقيق قدر كبير من التشوه. إذا أخذنا درفلة الصفيحة الفولاذية كمثال ، فإن سمك لوح الصب المستمر يكون بشكل عام حوالي 230 مم ، وبعد الدرفلة الخشنة والدرفلة النهائية ، تكون السماكة النهائية 1 ~ 20 مم. في الوقت نفسه ، نظرًا لنسبة العرض إلى السماكة الصغيرة للوحة الفولاذية ، فإن متطلبات دقة الأبعاد منخفضة نسبيًا ، وليس من السهل حدوث مشكلة شكل اللوحة ، والتحكم الرئيسي هو التحكم في التاج. بالنسبة لأولئك الذين لديهم متطلبات تنظيمية ، يتم تحقيق ذلك بشكل عام من خلال التحكم في الدرفلة والتبريد المتحكم فيه ، أي التحكم في درجة حرارة الفتح ودرجة حرارة الدرفلة النهائية للدرفلة النهائية. ) ← السحب على البارد متعدد التمريرات (الدرفلة على البارد) ← أنبوب البليت ← المعالجة الحرارية ← الاستقامة ← الاختبار الهيدروليكي (الكشف عن الخلل) ← وضع العلامات ← التخزين.
مخطط سير عملية إنتاج أنبوب الفولاذ غير الملحوم المدرفل على الساخن:
Read more: Seamless Tube Production Equipment or Seamless Pipe vs ERW Pipe Cost













