-
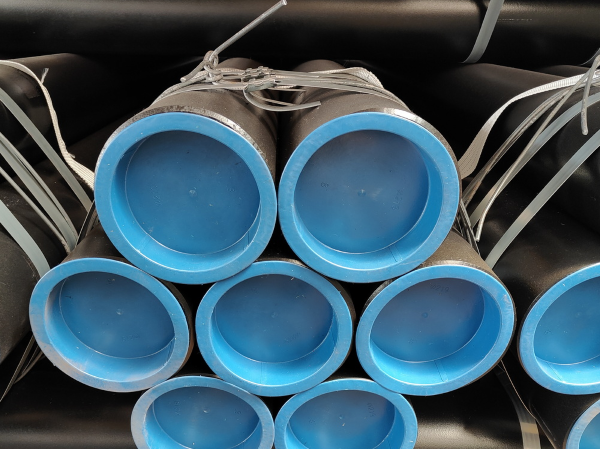
qué significa tubo sin costura sch 40?el tubo sin costura sch 40 se refiere a un tipo específico de tubo de acero con un espesor de pared de 40, que no presenta costuras ni soldaduras durante su proceso de fabricación. "sch 40" significa espesor de pared estándar, y este tipo de tubo se utiliza gene
-
astm a500 - especificación estándar para tubos estructurales de acero al carbono, conformados en frío, soldados y sin costura, en formas redondas, cuadradas y rectangulares.la astm a500 es una norma desarrollada por la sociedad americana para pruebas y materiales (astm) específicamente para tubos es
-
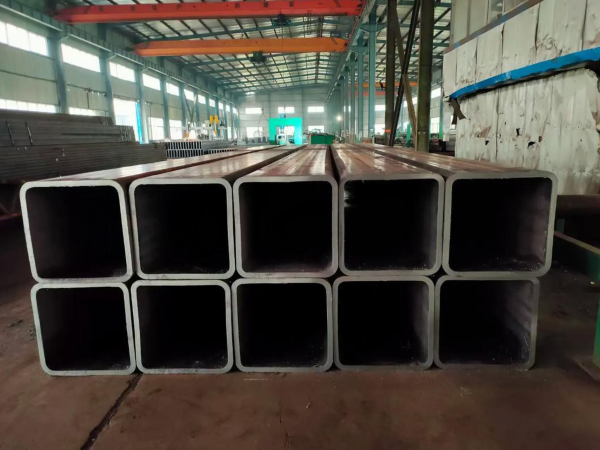
qué es un tubo rectangular?el tubo rectangular, también conocido como sección hueca rectangular (rhs) o sección hueca estructural, es un acero hueco con sección transversal rectangular, perteneciente a un tipo de tubería de acero soldada o acero conformado en frío. presenta el mismo perfil hu
-
qué es un tubo cuadrado?el tubo cuadrado, también conocido como sección hueca cuadrada (shs) o sección hueca estructural, es un material tubular metálico con sección transversal cuadrada, ampliamente utilizado en la construcción, la fabricación de maquinaria, las estructuras de acero y otros
-
qué es la tubería de revestimiento para petróleo?la tubería de revestimiento para petróleo es una tubería clave utilizada en proyectos de perforación de petróleo y gas para reforzar el pozo, aislar la formación y proteger su integridad. constituye el cuerpo principal de la estructura del pozo e infl