-
what is schedule 80 pipe?schedule 80 steel pipe (sch 80) is an internationally used pipe wall thickness standard and is one of the pipe series specified by the asme b36.10/b36.19 standard. its core feature is the thickened pipe wall design, which is suitable for high pressure, high temperature or se
-
what is schedule 40 steel pipe?schedule 40 steel pipe (sch 40) is an internationally used pipe wall thickness standard and is one of the pipe series specified by asme b36.10 & b36.19 standards. it represents medium-walled steel pipes suitable for a variety of medium and low pressure applications
-
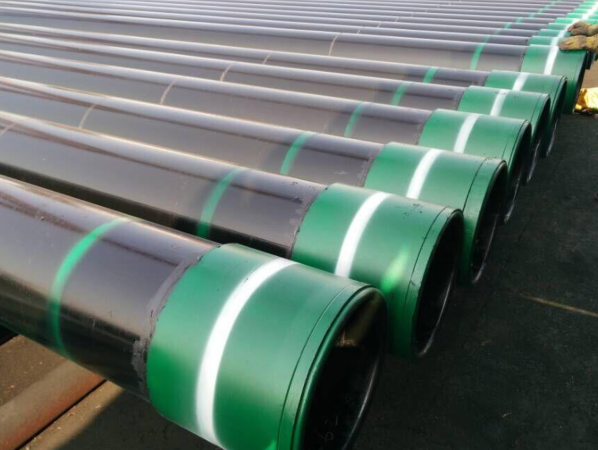
api tubing and casing sizes are standardized under api spec 5ct, which defines various dimensions for both steel casing and tubing used in oil and gas wells. octg casing pipe sizes range from 4 1/2" to 20" in diameter, while tubing sizes typically range from 1.05" to 4 1/2".husteel industry
-
what is smls in piping? smls pipe & tube meaning: smls is the abbreviation of "seamless", which specifically refers to seamless steel pipe in the field of pipelines. smls pipe is a weld-free pipe produced by hot rolling, cold rolling, cold drawing or extrusion. its manufacturing process is
-
welded steel pipe meaning: welded steel pipes & tubes refer to steel pipes with seams on the surface that are formed by bending steel strips or steel plates into round, square and other shapes and then welding them. the blanks used for welded steel pipes are steel plates or strips. its core feature