-
the cross-rolling piercing process is the most widely used in the production of seamless steel pipes (smls), and was invented by the german mannesmann brothers in 1883. the cross-rolling piercing machine includes two-roll cross-rolling piercing machine and three-roll cross-rolling piercing machine.
-
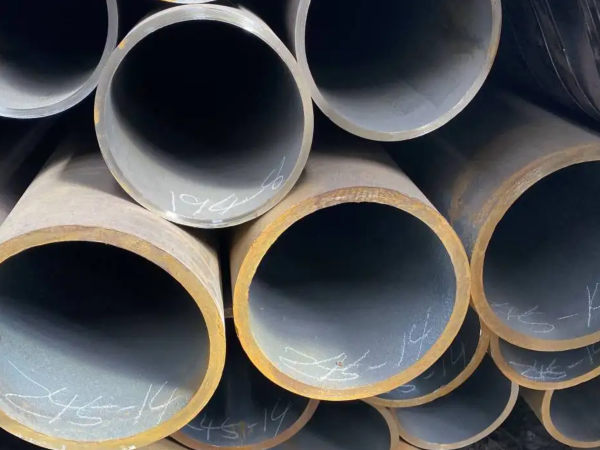
surface processing of seamless pipes mainly includes: steel pipe surface shot peening, overall surface grinding and mechanical processing. its purpose is to further improve the surface quality or dimensional accuracy of steel pipes.shot peening on the surface of seamless steel pipe: shot peening on
-
there are two categories of factors that affect the quality of seamless pipes: steel quality and rolling process factors.many factors of the rolling process are discussed here. the main influencing factors are: temperature, process adjustment, tool quality, process cooling and lubrication, removal a
-
the scarring defect in the hot continuous rolling seamless pipe exists on the inner surface of the steel pipe, which is similar to the pit of the size of a soybean grain. most of the scars have gray-brown or gray-black foreign matter. the influencing factors of internal scarring include: deoxidizer,
-
the selection of seamless tube welding method should be selected according to the material and wall thickness of the seamless pipe. because different welding methods have different arc heat and arc force, different welding methods have different characteristics. for example: tungsten arc welding is