-
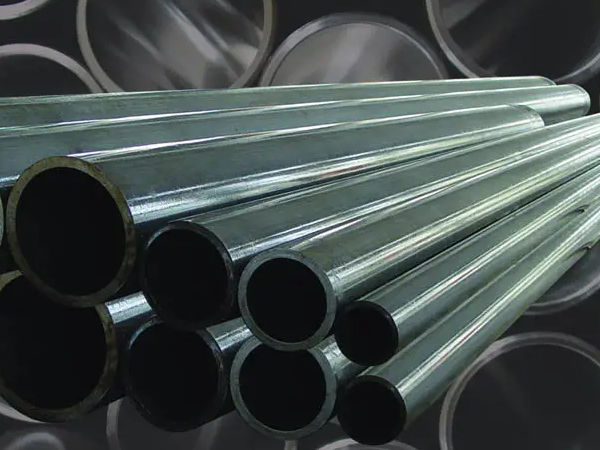
for the inner wall oxide skin treatment method of precision bright seamless tube, we propose four effective methods, as follows:1. emulsificationthe use of emulsification and solvent for surface cleaning of precision bright seamless tubes is only used as an auxiliary method for corrosion production,
-
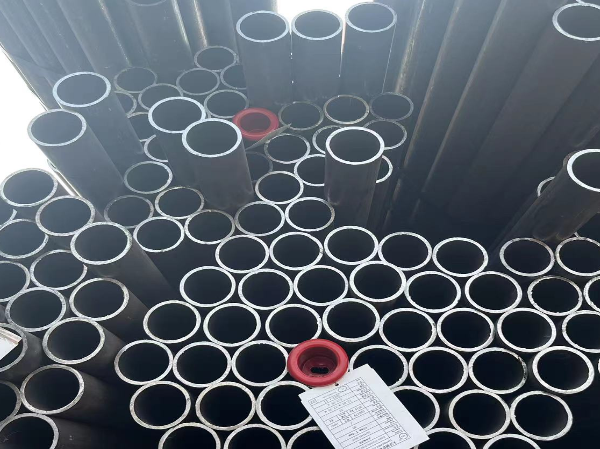
when the carbon steel tube is in use, the oxide film on the surface is not easy to fall off. usually, oxide films are produced in a heating furnace. so, how to clean the oxide film on the surface of the carbon seamless steel tube?1. iron oxide scale cleaning machine treatment
-
in the process of smelting or hot working, due to some factors (such as non-metallic inclusions, gases, process selection or improper operation, etc.), internal or surface defects of seamless tubes are generated, which seriously affect the quality of materials or products, and sometimes lead to mate
-
the packaging of the seamless tube should avoid loosening and damage throughout the teaching process of handling, shipping, shipping and storage. if the buyer has special requirements for the packaging of seamless tube products and methods, it should be specified in the agreement, otherwise the supp
-
the practical application processing method of seamless pipe:1. grinding of the nozzle of seamless steel pipe: after cutting, the plastic layer of the nozzle should be ground with an angle grinder. the purpose is to avoid melting or even burning of the plastic layer during flange welding, which may